Introduction
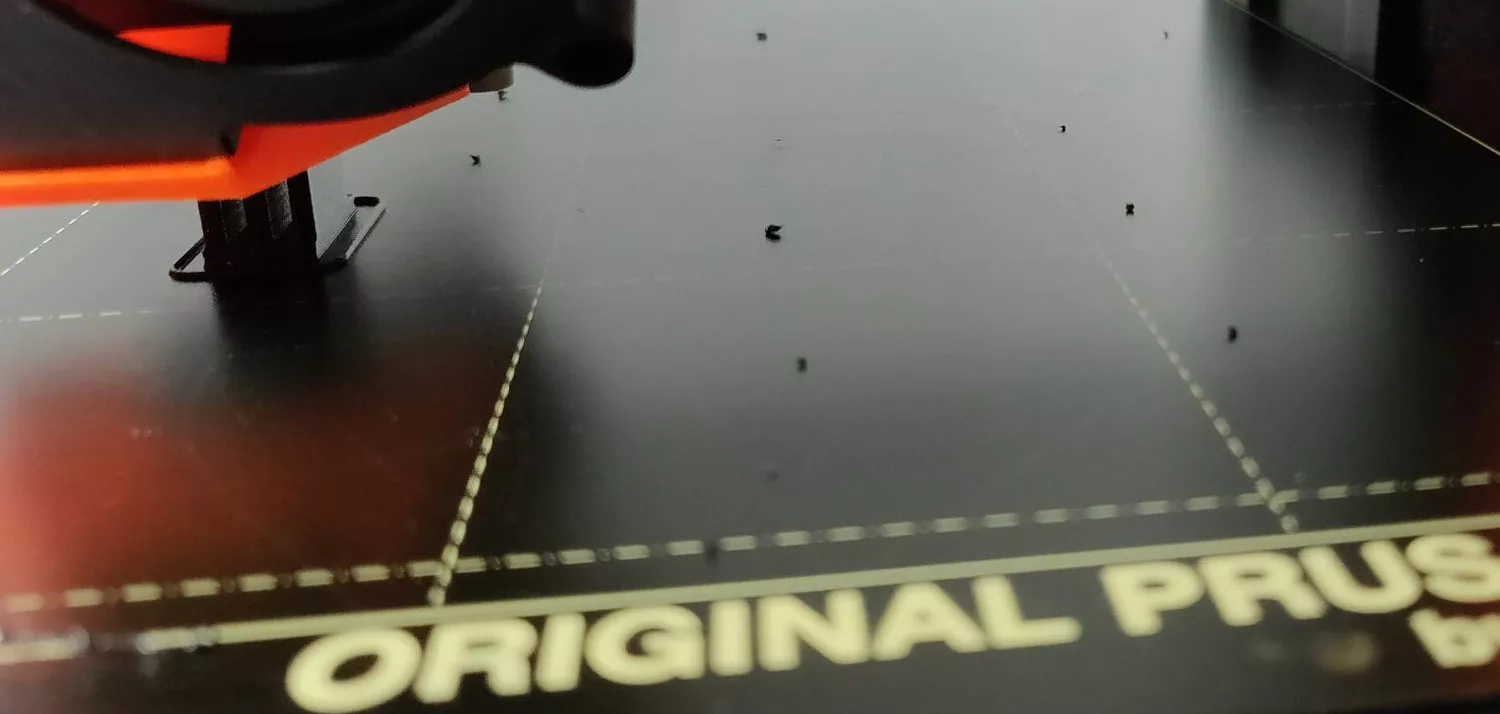
An issue with pre-heating the extruder for leveling is that during the mesh leveling the extuder will drop dots of filament throughout the bed.
In this guide, you will edit your Start G-code to pre-heat the extruder to 160ºC (instead of 200+º). This will allow for mesh leveling but remove the goop issues.
Prerequisites
Before you begin this guide you’ll need the following:
- PrusaSlicer
- Prusa printer or a printer using PrusaSlicer
Step 1 — Edit the Start G-code
In PrusaSlicer, go to Printer Settings then Custom G-code.
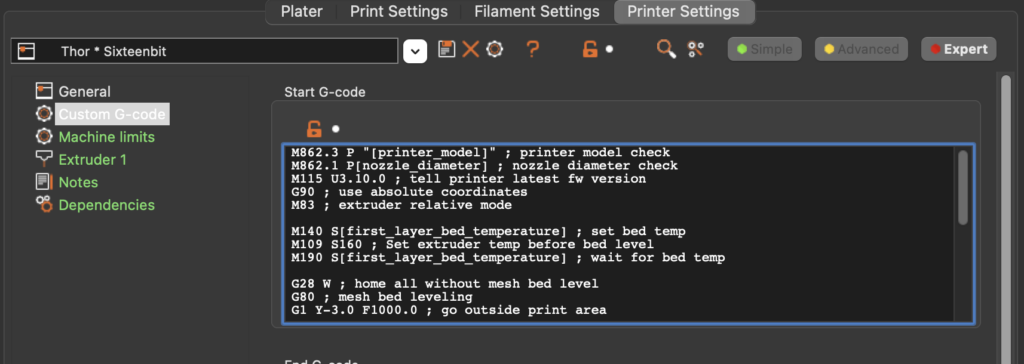
Next, added the following the Start G-code box.
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.10.0 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M140 S[first_layer_bed_temperature] ; set bed temp
M109 S160 ; Set extruder temp before bed level
M190 S[first_layer_bed_temperature] ; wait for bed temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
M109 S[first_layer_temperature] ; wait for extruder temp
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
M117 Happy printing!Save the printer settings and slice a new model.
Step 2 — Test Out Your Print
You should now be able to print without seeing filament goop all over your bed.
Leave a Reply